M
Mram10
Guest
Talk about overkill! Nicely done Sir!
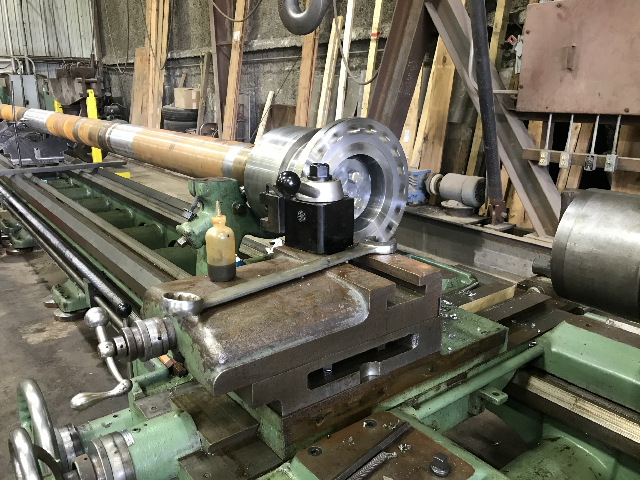
We had two of these delivered yesterday. I also finished fabricating a new steady rest. We are putting the first job in it Monday.
http://benchrest.com/attachment.php?attachmentid=23187&stc=1&d=1576790229
http://benchrest.com/attachment.php?attachmentid=23189&stc=1&d=1576790968
That toolpost needs something in the picture so we A/B/C guys can see how big an EA is.
GsT
Justin, when machining long shafts, you do the cuts in sections around 5 or 6 feet in lengths, depending on the diameter.Since it always supported by a steady rest, you adjust it to where the Lathe is cutting dead straight in that length. Then you move the steady rest, readjust and star again. Often, depending on the length of the shaft, you will often have a steady feast on each side of the carriage.
It is up to the skill of the machinist to know how to not only adjust the rest to where the Lathe is cutting straight, but also how much upward pressure to exert with the steady rest.
As a note, we never use a top on a steady rest. Here is a picture of one of men machining a Rudder post. While shorter than a prop shaft, you can see how the steady rest is used.
http://benchrest.com/attachment.php?attachmentid=23191&stc=1&d=1576899619
Do I understand that you run the shaft on an unturned portion of the shaft, or is it pre-turned when you get it. I would be cocerned about runout
Thank you for sharing Jackie your explanations along with your pictures have always made your means and methods easy for myself to understand. I can now see and understand how much of a benefit this lathe really is to your shop and how it will end up paying for itself. Please keep on sharing I can't speak for the others but you have taught me more than you might ever come to realize over the years.
Butch I am a competitor of a different breed, a Plainbase cast bullet benchrest shooter to be abit more exact. I also like to tinker abit and I do all of my own shooting related work. Everything Jackie and a few others here have shared over the years I have been able to put to good work. Some might tend think that is just a real long shaft sitting on a lathe. To me it's something extremely valuable that I can visualize using for some of my own competitive rifle and barrel work.
HO'leee!!
And I thought my 895-grainers were large!
Hope you make your own bullet casting blocks as even my guy in OZ can't make a mould that big!!
Well let's see a pic of those bad boys.....?
")

Hokayyy..... but I'm opening myself up to (deserved) ridicule from Louis
View attachment 23232
Here's one next to a 6BR round