P
psient
Guest
Hi:
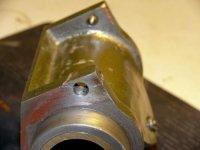
I have an air bearing that was damaged in shipment . I may have to line bore a hole in a fabricated collar to replace the damaged piece of casting that fractured.
. I may have to line bore a hole in a fabricated collar to replace the damaged piece of casting that fractured.
I was thinking that this was a place to find some good literature or videos, or advice, on the general technique of placing a bore dead center on another bore several inches away.
Thus one side of the casting is intact and the other is fractured with hole that is lined on both sides separated by about 3" of space. I need to bore the side that is damaged exactly opposite the intact side. I figure if I centered the bore through the existing undamaged bore I could make a pretty dead-on corresponding hole.
I don't know if my explanation is clear so I've posted some pictures along with this thread.
Thanks to all,
Jon
I have an air bearing that was damaged in shipment
. I may have to line bore a hole in a fabricated collar to replace the damaged piece of casting that fractured.I was thinking that this was a place to find some good literature or videos, or advice, on the general technique of placing a bore dead center on another bore several inches away.
Thus one side of the casting is intact and the other is fractured with hole that is lined on both sides separated by about 3" of space. I need to bore the side that is damaged exactly opposite the intact side. I figure if I centered the bore through the existing undamaged bore I could make a pretty dead-on corresponding hole.
I don't know if my explanation is clear so I've posted some pictures along with this thread.
Thanks to all,
Jon