P
pdhntr
Guest
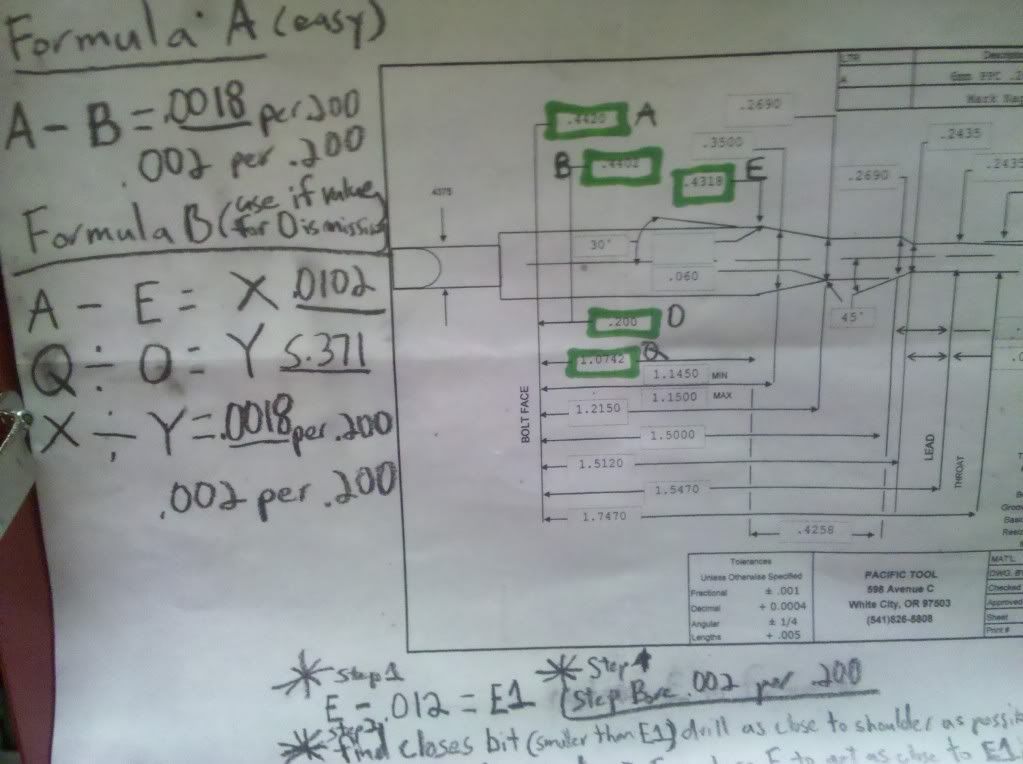
This is my first attempt at pre-drilling and boring a chamber (before reaming) and I have some questions. I would like to try the "step" boring method rather than trying to duplicate the angle of case, but I will listen and be grateful for any help.
Do you guys drill and bore so that the pilot is supported by the bore from the beginning?
I am doing a 6-06 chamber. So basically the drill and bore would be the same as a 30-06 right?
Can someone please give me some measurements to help me visualize what to do?
For instance: drill with an X drill to such a depth, then bore to .4__? to this depth, then bore to .4___? to this depth.
For some reason I just can't wrap my head around how to do this. I have tried drawing it out on paper and I just don't have the knowledge to know if it is right.
Thanks guys.
Jim
Do you guys drill and bore so that the pilot is supported by the bore from the beginning?
I am doing a 6-06 chamber. So basically the drill and bore would be the same as a 30-06 right?
Can someone please give me some measurements to help me visualize what to do?
For instance: drill with an X drill to such a depth, then bore to .4__? to this depth, then bore to .4___? to this depth.
For some reason I just can't wrap my head around how to do this. I have tried drawing it out on paper and I just don't have the knowledge to know if it is right.
Thanks guys.
Jim