F
frwillia
Guest
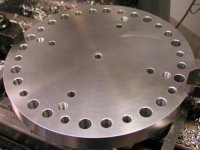
I'm making an annealing machine to speed up annealing brass. It's a home built one similar to some that are on 6mmBR.com in videos. The ones on 6mmBR only do one size of brass per turntable. I wanted to be able to do more, so I decided to make it with three sizes of holes in the turntable to do 3 general classes/famlies of brass (WSM, .308, .223). The top of the turntable after machining the chunk of aluminum round and drilling the holes is shown in the attached pictures.
I created a quick and dirty Excel spreadsheet to get x/y coordinates for the 30 holes and drilled them using the DRO to locate them. Much faster and more accurate than a rotary table. The threaded holes are for bolting it to the face plate to turn it round before drilling, and now to turn the underside after drilling.
I polished the holes for a few seconds using a dowel rod and some well worn kerosene soaked emery paper. Worked great. No matter how careful I am, and how sharp the drill is, or what lube I use, aluminum holes always look a bit like they were galled instead of drilled if one looks closely. After 10 ro 15 seconds of polishing they look smooth and shiny.
In case you are wondering how it will work for different lengths of brass:
The underside of the plate will have a recess turned to thin it to about 1/2" thick out to a bit shy of the centerline of the largest holes for the brass. There will be a plate that clears that lip by 1/16" radially that supports the brass by having 1/3 of the brass base rest on it. This support plate which is adjustable for height and fits inside the wheel rim will cause the brass to rotate as the plate turns. I will machine some spacers to set the height of the turntable to support the brass at the right height. The spacing between holes of the same size (36 degrees of rotation) should allow a single torch to flame wash one or more revolutions of the brass before it gets shadowed by the next one in line. With some luck, and adjustable speed (friction drive on the rim with a DC motor and voltage speed control) the annealing tempoerature can be easily controlled.
That's as far as the sketch goes. I can hardly wait to see what I'm going to do next on this. My gosh but I like being retired!
I have a hand drawn smudgy oil stained ball point pen sketch for this project that only it's author could like. This is one of those projects that seems to be growing out of the metal archive accumulated over the years. The design seems to easily adapt to what happens to be available.
Near as i can tell this thing will anneal several hundred to a thousand cases/hr which is of course way overkill for my personal needs. Oh darn. I'm building it anyway. I do have some friends that shoot wildcat cartridges who might want to anneal some of their brass on it. I'll furnish the machine and coffee, they bring brass and gas - ought to be fun.
Fitch
I created a quick and dirty Excel spreadsheet to get x/y coordinates for the 30 holes and drilled them using the DRO to locate them. Much faster and more accurate than a rotary table. The threaded holes are for bolting it to the face plate to turn it round before drilling, and now to turn the underside after drilling.
I polished the holes for a few seconds using a dowel rod and some well worn kerosene soaked emery paper. Worked great. No matter how careful I am, and how sharp the drill is, or what lube I use, aluminum holes always look a bit like they were galled instead of drilled if one looks closely. After 10 ro 15 seconds of polishing they look smooth and shiny.
In case you are wondering how it will work for different lengths of brass:
The underside of the plate will have a recess turned to thin it to about 1/2" thick out to a bit shy of the centerline of the largest holes for the brass. There will be a plate that clears that lip by 1/16" radially that supports the brass by having 1/3 of the brass base rest on it. This support plate which is adjustable for height and fits inside the wheel rim will cause the brass to rotate as the plate turns. I will machine some spacers to set the height of the turntable to support the brass at the right height. The spacing between holes of the same size (36 degrees of rotation) should allow a single torch to flame wash one or more revolutions of the brass before it gets shadowed by the next one in line. With some luck, and adjustable speed (friction drive on the rim with a DC motor and voltage speed control) the annealing tempoerature can be easily controlled.
That's as far as the sketch goes. I can hardly wait to see what I'm going to do next on this. My gosh but I like being retired!
I have a hand drawn smudgy oil stained ball point pen sketch for this project that only it's author could like. This is one of those projects that seems to be growing out of the metal archive accumulated over the years. The design seems to easily adapt to what happens to be available.
Near as i can tell this thing will anneal several hundred to a thousand cases/hr which is of course way overkill for my personal needs. Oh darn. I'm building it anyway. I do have some friends that shoot wildcat cartridges who might want to anneal some of their brass on it. I'll furnish the machine and coffee, they bring brass and gas - ought to be fun.
Fitch