jackie schmidt
New member
Here is a Picture of a large marine bearing thatI am machining. It's for a 13 inch shaft which we are repairing.
http://benchrest.com/attachment.php?attachmentid=20157&stc=1&d=1507909959
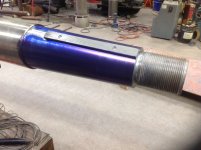
Here is the shaft being finished machined in our 34 ft Lehmann Lathe after welding up the worn surfaces.
We also had to straighten this puppy. They had backed into some submerged bulkhead sections and bent the shaft about 1/8 inch at the prop taper.
http://benchrest.com/attachment.php?attachmentid=20158&stc=1&d=1507910120
http://benchrest.com/attachment.php?attachmentid=20157&stc=1&d=1507909959
Here is the shaft being finished machined in our 34 ft Lehmann Lathe after welding up the worn surfaces.
We also had to straighten this puppy. They had backed into some submerged bulkhead sections and bent the shaft about 1/8 inch at the prop taper.
http://benchrest.com/attachment.php?attachmentid=20158&stc=1&d=1507910120
Attachments


Last edited: