
coyotechet
Chet
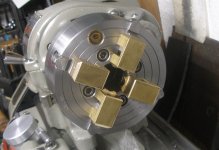
Barrel holding jaws
Just finished a heavy duty set of barrel holding jaws. Put a barrel in and tighten it up real tight and still could easily rotate or swivel the barrel well over half inch in any direction.
Chet
Just finished a heavy duty set of barrel holding jaws. Put a barrel in and tighten it up real tight and still could easily rotate or swivel the barrel well over half inch in any direction.
Chet
Attachments

Last edited:

")


