jackie schmidt
New member
This Is As Far From CNC Machining As You Can Get......
But we make a lot of money doing it.
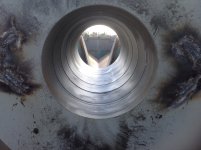
This is what I am doing this week. In Port Neches Texas align boring the large hinge assembly abutments on a Dump Scow Barge. The holes finish 13.75 inches in diameter, and will have Thorplas Bushings installed. The pin that goes in the hinge will be Stanless Steel overlayed, 13 inches diameter.
http://benchrest.com/attachment.php?attachmentid=18929&stc=1&d=1485881755
http://benchrest.com/attachment.php?attachmentid=18930&stc=1&d=1485881828
http://benchrest.com/attachment.php?attachmentid=18931&stc=1&d=1485881936
But we make a lot of money doing it.
This is what I am doing this week. In Port Neches Texas align boring the large hinge assembly abutments on a Dump Scow Barge. The holes finish 13.75 inches in diameter, and will have Thorplas Bushings installed. The pin that goes in the hinge will be Stanless Steel overlayed, 13 inches diameter.
http://benchrest.com/attachment.php?attachmentid=18929&stc=1&d=1485881755
http://benchrest.com/attachment.php?attachmentid=18930&stc=1&d=1485881828
http://benchrest.com/attachment.php?attachmentid=18931&stc=1&d=1485881936
Attachments



Last edited: