Dave Tooley
Active member
Tony
I'll pass out cigars in about a month. Either cigars or a crying towel.
Matt
You're more than welcome to drop in anytime.
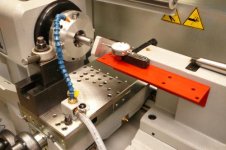
I'll post more pictures when I get closer to having it all tricked out. Gathering parts now and planning how to run air and coolant lines.
Dave
I'll pass out cigars in about a month. Either cigars or a crying towel.
Matt
You're more than welcome to drop in anytime.
I'll post more pictures when I get closer to having it all tricked out. Gathering parts now and planning how to run air and coolant lines.
Dave