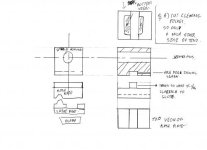
I'm making another hub now for the bearing to be pressed in. It will have a flange with holes drilled and tapped in 4 places. Then I plan to make a plate with an oversize hole for the hub to slip in. A hundred thousandths bigger hole should be plenty. Also in the plate, I will drill over-size holes in the same bolt-circle as the other 4 holes in the flange. That will let the hub move about in the plate. Indicate the bearing and lock it down. I dont see where you need jacking bolts to move the bearing. I would just snug the bolts, and give a light tap with dead-blow hammer. Once its indicated, and locked down, all should be good. Right?
OK, it's starting to come together BUT.......
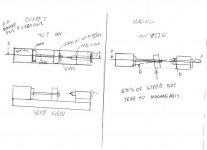
So you get the sliding plate with the pressed in bearing centered up "close", let's say (just for the discussion) that it indicates .010 high and .010 off-center......you're evidently indicating off of a previously turned bar....... Do you preload the bar upward to take out slack in the bearing?? Is the bar walking in the chuck or is it bending?..... so anyway, now you will adjust the bearing to center using a deadblow hammer instead of jacking bolts.
What are the implications of tapping on the unit that's fastened to the lathe ways? Tapping on the bearing? Could it be better to drill some "spud holes" in the plate so that you can jack it around using a pointed pick or punch?
So now you're locked in and it should be all good right
") now how much play is really in that bearing? And how's it going to hold tolerance? and how will you take out play? And how will the spider bolts not distort the bearing race? (BTW I can't imagine trying to hang the bearing in a hole using jacking/spider bolts bearing on the outer bearing race! It'd be like centering up a balloon between bulldozers!)
now how much play is really in that bearing? And how's it going to hold tolerance? and how will you take out play? And how will the spider bolts not distort the bearing race? (BTW I can't imagine trying to hang the bearing in a hole using jacking/spider bolts bearing on the outer bearing race! It'd be like centering up a balloon between bulldozers!)I'm just watching with interest to see if this can offer any utility over a good steady........Right now I can't see a way to maintain the necessary accuracy.
cool idea, but.......
opinionsby
al