P
pearidge
Guest
Hopefully I'm not reinventing the wheel here, but I wanted to try a different approach to the Steady-Rest Setup. My headstock is too long, and I really don't like running a regular steady-rest unless I have to. Especially on precision rifle barrels. Now I know some of you use them with great results, and my hat is off to you, but I just don't care for it. I haven't seen anyone post pics of one like this, nor have I read about any spiders designed this way. I think this way is easier to dial in a barrel, because your indicator will tell you exactly where it is at all times. If the pics are hard to make out exactly what I did, I'll try to explain.
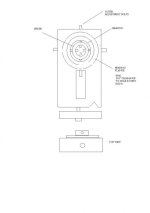
First, I made the hub the same OD as my Steady Rests ID. Then I bored it on each side for a 6210 Bearing. Got a good fit and pressed those two in. Then I made a shaft to go through the ID of the bearings with a step on one end. Pressed the shaft in the bearings all the way to the step. Then I cut a groove for a Snap-Ring. Now the shaft cant move back or forth. Set the mill up with an Indexing Head and drilled and tapped 7/16-20 holes in 6 places.
Now, I was wondering if the bearings would have too much runout or play in them that would cause alot of chatter, so I cut a piece of 3/4 Polished Shafting and set it up as if it were a 27" barrel. Took a few cuts on the end just to see if it would raise sand on me. And belive it or not, it didn't. I took one fairly heavy cut with a high feed with no squealing, and no chatter. Hopefully, I can set a barrel up the same way without any problems now.
As always, I welcome any questions or comments you may have. And criticism too!! I still have a little bit of work to do yet, one thing is if you look at the close-up pic of the steady-rest, (pic 4) you will notice that its not all the way closed. Thats because the bore isn't perfectly round. But I can relieve that easy enough.
So what do you pros think? Worthwhile, or a total waste of time? Be honest.. LOL...
First, I made the hub the same OD as my Steady Rests ID. Then I bored it on each side for a 6210 Bearing. Got a good fit and pressed those two in. Then I made a shaft to go through the ID of the bearings with a step on one end. Pressed the shaft in the bearings all the way to the step. Then I cut a groove for a Snap-Ring. Now the shaft cant move back or forth. Set the mill up with an Indexing Head and drilled and tapped 7/16-20 holes in 6 places.
Now, I was wondering if the bearings would have too much runout or play in them that would cause alot of chatter, so I cut a piece of 3/4 Polished Shafting and set it up as if it were a 27" barrel. Took a few cuts on the end just to see if it would raise sand on me. And belive it or not, it didn't. I took one fairly heavy cut with a high feed with no squealing, and no chatter. Hopefully, I can set a barrel up the same way without any problems now.
As always, I welcome any questions or comments you may have. And criticism too!! I still have a little bit of work to do yet, one thing is if you look at the close-up pic of the steady-rest, (pic 4) you will notice that its not all the way closed. Thats because the bore isn't perfectly round. But I can relieve that easy enough.
So what do you pros think? Worthwhile, or a total waste of time? Be honest.. LOL...