
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Jay Cutright
New member
If you look in the photo of the gear case you can see a little gutter around the top edge of the housing, right inside the gasket.
There are 2 little copper ports one on each side just above each spindle bearing, these are short pieces of copper tube that feed oil to the bearings from the little gutter.
The oil is splashed up against the top cover runs into the gutter then into the ports to supply oil to the bearing, its an effective method, that works best at high speed.
One of my little copper tubes worked its way up out of the cast iron housing, probably from the heat and vibration, & starved the outboard bearing for oil when I was polishing out a resize die at 1400RPM. To answer your question, the damn thing almost seized up.
There has always been excessive noise from the bearings and gears anyway and now that I have mine back together I know the bearings were never right. I am now going to take a stone & hone a couple gears to see if I can cut down on some of the gear noise.
There are 2 little copper ports one on each side just above each spindle bearing, these are short pieces of copper tube that feed oil to the bearings from the little gutter.
The oil is splashed up against the top cover runs into the gutter then into the ports to supply oil to the bearing, its an effective method, that works best at high speed.
One of my little copper tubes worked its way up out of the cast iron housing, probably from the heat and vibration, & starved the outboard bearing for oil when I was polishing out a resize die at 1400RPM. To answer your question, the damn thing almost seized up.
There has always been excessive noise from the bearings and gears anyway and now that I have mine back together I know the bearings were never right. I am now going to take a stone & hone a couple gears to see if I can cut down on some of the gear noise.
Jay Cutright
New member
They're not all junk, I got a friend in Missouri thats had one for several years now with no trouble & keep in mind its a $3000.00 machine.Thanks for this thread! I was strongly considering buying one of these lathes, and now I won't, for sure. Looks like they could get it right to begin with if they know the bearings are junk. I don't want to buy something I have to perpetually work on. Thanks to all for the info.
I'm fed up with mine but I'm also making a better machine out of it as I go.
Just don't try making a living with one.
Jay Cutright
New member
Al, look at the Gunsmith Forum. I bumped an old topic called New Lathe, you can see the pictures that go with the information contained in this post. I just copied this from my earlier post but I couldn't get the pictures to copy.
Edit:Never mind, they're here now.
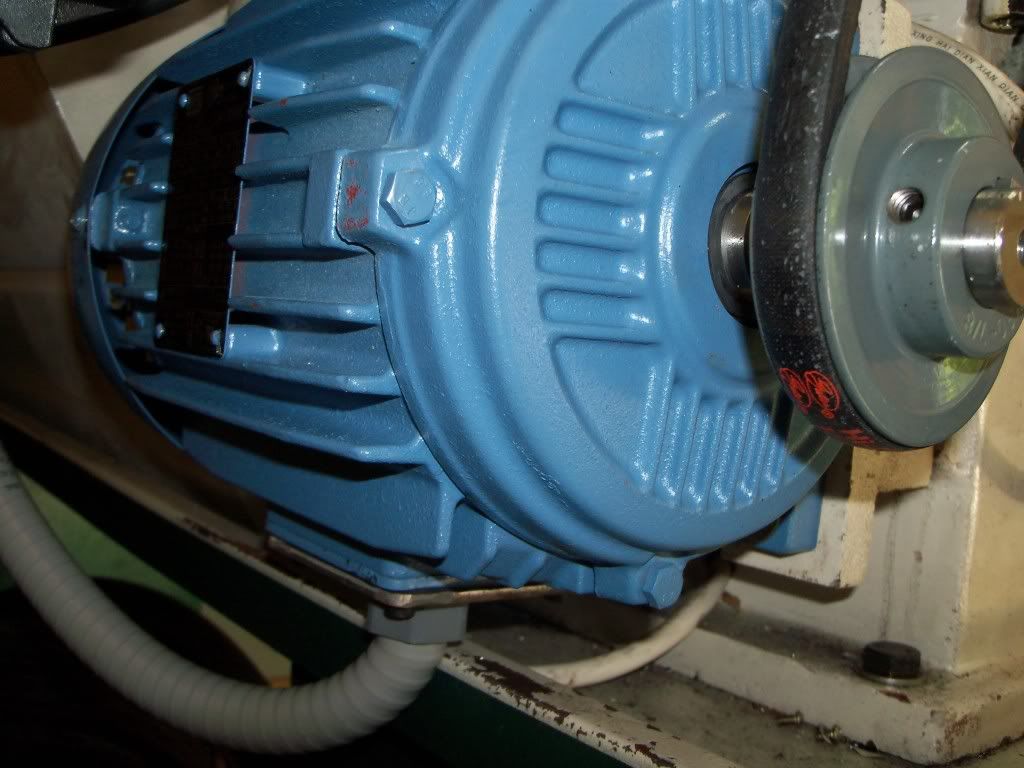
The motor I used is a WEG#00218EP3E145T this is a type F1 motor that I modified to make work. You can see in the photos the junction box ("Pecker Head") has been removed and replaced by a plate with a flexible conduit fitting to get the clearance needed for install on this lathe. The ideal motor would have been the same as this one but a type F3 wich will put the junction box on the top of the motor when looking at the shaft, they had this in stock and all it took was a $2 plate and a half hour to make a replacement for a 5" box that wouldnt clear the lathe.
The Variable Frequency Drive/Phase Converter is a WEG#CFW08073BDN1A1Z.
To check availability of the Type F3 motor or to order the parts call Gregg Sutliff at:
Wabash Valley Motor & Machine
3909 N. Fruitridge Ave.
Terre Haute In. 47803
(812)466-7400
I have had several PM's wanting information about my conversion, I hope this helps...Jay
BTW: You will have to change to a 7/8" pulley and a new belt both available from Gaits, I will post the part numbers soon.
You have to keep chips out of the VFD and you cant restrict airflow so I fabricated a "Pilecap" out of an air conditioner filter for a window mount A/C unit and 1" wide sticky back velcro, use the course side it will stick to the filter material.
The belt is a Gaits Hi Power II A 31 and the pulley is a Gaits AK 32 X 7/8".
Attached Thumbnails
Edit:Never mind, they're here now.
The motor I used is a WEG#00218EP3E145T this is a type F1 motor that I modified to make work. You can see in the photos the junction box ("Pecker Head") has been removed and replaced by a plate with a flexible conduit fitting to get the clearance needed for install on this lathe. The ideal motor would have been the same as this one but a type F3 wich will put the junction box on the top of the motor when looking at the shaft, they had this in stock and all it took was a $2 plate and a half hour to make a replacement for a 5" box that wouldnt clear the lathe.
The Variable Frequency Drive/Phase Converter is a WEG#CFW08073BDN1A1Z.
To check availability of the Type F3 motor or to order the parts call Gregg Sutliff at:
Wabash Valley Motor & Machine
3909 N. Fruitridge Ave.
Terre Haute In. 47803
(812)466-7400
I have had several PM's wanting information about my conversion, I hope this helps...Jay
BTW: You will have to change to a 7/8" pulley and a new belt both available from Gaits, I will post the part numbers soon.
You have to keep chips out of the VFD and you cant restrict airflow so I fabricated a "Pilecap" out of an air conditioner filter for a window mount A/C unit and 1" wide sticky back velcro, use the course side it will stick to the filter material.
The belt is a Gaits Hi Power II A 31 and the pulley is a Gaits AK 32 X 7/8".
Attached Thumbnails
Last edited:
Jay Cutright
New member

Jay Cutright
New member
Jay Cutright
New member

Jay Cutright
New member

Jay Cutright
New member
There you go, Al.
If you really want some useful information for using your Asian made lathe take a look at the formula I have posted on my wall in the picture of my VFD.
I was standing at my lathe one night thinking that there had to be a way to get the angles I wanted without laying them out with a protractor every time & this is what I came up with.
Someone who's been to college might teach me a short cut, but, for now it works. Using my formula an 11 degree crown will be cut with the compound set at 79 degree's. Try it.
BTW: The bearings are available from Grizzly under warranty. I took the Japanese made NSK bearings to a local shop to see if they were worth installing and they said they couldn't special order anything better. When I tore my lathe down I noticed the same bearings were already there. I think the little Chi-com slave workers just set the preload a little to tight.
If you really want some useful information for using your Asian made lathe take a look at the formula I have posted on my wall in the picture of my VFD.
I was standing at my lathe one night thinking that there had to be a way to get the angles I wanted without laying them out with a protractor every time & this is what I came up with.
Someone who's been to college might teach me a short cut, but, for now it works. Using my formula an 11 degree crown will be cut with the compound set at 79 degree's. Try it.
BTW: The bearings are available from Grizzly under warranty. I took the Japanese made NSK bearings to a local shop to see if they were worth installing and they said they couldn't special order anything better. When I tore my lathe down I noticed the same bearings were already there. I think the little Chi-com slave workers just set the preload a little to tight.
P
paul bowers
Guest
i have had mine 2 yr never a problem
E
eww1350
Guest
Buying a 4003G has really been a learning experience for me, if this thing would have held up & worked like it should I wouldn't know much about a lathe. I have become a lathe mechanic in the last 18 months. I never would have bought a variable frequency drive and a 3 phase motor either and now I wont be without one.
I will have a better machine someday but I don't know what brand it will be.
Jay...I am going to have to replace my bearings soon...I am not comfortable using the owners manual to set the bearing load...did you use the book or go by feel on setting the preload on the headstock bearings?
Here's some threads I cut with my G4003G after I converted to 3 phase power. I did this in B-2 or 220 RPM with a 50% reduction in motor speed, using a Carmex tool with a carbide insert
Those are some of the nicest looking threads I have seen
Jay Cutright
New member
EWW1350 To answer your question, Both!!
You can do it by the book & have it not be right. This is why I think some never have a problem and others do. My spindle never turned free like a lathe should, it took a little extra pull on it with my hand to start to turn it when it was in neutral. It was almost like it was sticking a little. Then if I'd try to spin it by hand it would go maybe a half a turn and stop.
When I installed these new bearings I got the same thing, but not as bad, so I backed it off and adjusted it again. I did this several times till I got it to where it will turn free but have no play when I push & pull on the spindle. ( Looking at it with a dial indicator.)
I even held a board on the spindle and smacked it with a big hammer while watching the indicator to see if I had it to loose, I did that on each end twice to see if there was any way I didn't get it tight enough. I can get the same reading if I put the indicator on the gear case a bump it. There is no end play & it turns freely, I'm sure I've got it the way it needs to be.
I ran the 20 minute high speed test and felt the bearing housing like it says in the book and it was a little warm but not as warm as it was when I did this after the initial break-in when the machine was new.
You can do it by the book & have it not be right. This is why I think some never have a problem and others do. My spindle never turned free like a lathe should, it took a little extra pull on it with my hand to start to turn it when it was in neutral. It was almost like it was sticking a little. Then if I'd try to spin it by hand it would go maybe a half a turn and stop.
When I installed these new bearings I got the same thing, but not as bad, so I backed it off and adjusted it again. I did this several times till I got it to where it will turn free but have no play when I push & pull on the spindle. ( Looking at it with a dial indicator.)
I even held a board on the spindle and smacked it with a big hammer while watching the indicator to see if I had it to loose, I did that on each end twice to see if there was any way I didn't get it tight enough. I can get the same reading if I put the indicator on the gear case a bump it. There is no end play & it turns freely, I'm sure I've got it the way it needs to be.
I ran the 20 minute high speed test and felt the bearing housing like it says in the book and it was a little warm but not as warm as it was when I did this after the initial break-in when the machine was new.
Last edited:
There you go, Al.
If you really want some useful information for using your Asian made lathe take a look at the formula I have posted on my wall in the picture of my VFD.
I was standing at my lathe one night thinking that there had to be a way to get the angles I wanted without laying them out with a protractor every time & this is what I came up with.
Someone who's been to college might teach me a short cut, but, for now it works. Using my formula an 11 degree crown will be cut with the compound set at 79 degree's. Try it.
BTW: The bearings are available from Grizzly under warranty. I took the Japanese made NSK bearings to a local shop to see if they were worth installing and they said they couldn't special order anything better. When I tore my lathe down I noticed the same bearings were already there. I think the little Chi-com slave workers just set the preload a little to tight.
Jay you're a wonder, thanks for all.
As for your formula, it's more than I want to figger......... I just picture stuff. In my simple brain 90degrees is 1/4 turn anywhere on the dial and when I take 11 off of that pertickler 90degree hunk of the dial it leaves me at 79 degrees. I don't generally figger anything beyond simple addition/subtraction because I have an innate ability to pus up even that.
I write everything down. I can, and have, added written down numbers wrong.
So even adding/subtracting I do at least twice!
I can build anything, I can figger anything out, I just leave a larger scrap pile than some
")
And take longer
al
Jay Cutright
New member
No, I cut those threads before I ever met up with you. They should all look that good, IMO.
Jay Cutright
New member
Ya know, I've been lookin at them threads thinkin the same thing. I gotta tell ya, just last year I was trying to cut some threads and I just couldn't get them to come out right.Well I've got threads cut by some serious gunsmiths and I've cut a few threads, and those are without a doubt the pertiest I've ever laid me' peepers on.... they look fake.
al
I used a tool that Grizzly sells and I set my compound at 29 and a half degrees and went to cutten threads, man, there wasn't a nut in the country that would fit them threads.
I took a sample of my work to an ole friend of mine that builds little race cars, his name is Dale Ridgway, he said if I couldn't do any better then that I think I'd just !^@$&% give up.
I said I think I could do better if I just ignored that Chinese scale on my compound and eye-balled the 29 & a half degree angle in there that way. He said I don't know what to tell you, but, that aint worth a $#*! like it is.
He says, what makes you think they need to be cut at 29 and a half degrees any way? I told him I had this book written by a feller named John Hinnant and John had said something about it in his book.
I took my sample home and I looked at that little Chinese scale on my compound and I looked at my threads and I adjusted it a little more and I noticed it was lookin a little better when I got around to 60 degrees, so I cut some threads there and my nut fit right on it.
I cut a couple samples and went to show my ole friend that I wasn't as dumb as he made me feel.
He looked my threads over and reached into his tool box and handed me a protractor and said go back home and see if you can figure out what to do with that.
Well, I had to do something good with it or spend the rest of my life sitting on a bar stool, so I put my piece of inch and a quarter back in that lathe and went to cutten threads.
The next time I went to town I had a BAT rifle action screwed onto that piece of inch and a quarter shaft. I showed it to a couple friends that had a rifle or two and they thought it looked real good but, I knew there had to be something better.
I called up a friend of mine down in Missouri and told him what I had here and that I needed to find a way to cut some better threads and he told me about MSC and gave me a part # to a thread cutting tool and I took it from there.
Bill Wylde smithed a Bartlein barrel for me in 2007 that helped me win the Heavy Gun overall at the IBS 1000 yard nationals.
I watched him do some of the work on that barrel before I went home. Bills work reminds me of some of the lessons most of us got recently here on BR central about working off the steady rest & what I had read in Johns book.
I had been in Gordy's shop one day when I showed up early for a shoot and he was telling me he had come up with a new method for working through the headstock and that there was a video available if I ever bought a lathe, our time together there was a lesson in its self.
Later that year I had several barrels needing machined so I went down to N. Carolina to have Leonard Baity do some gun smithing for me. I took a coyote call and a varmint rifle with me so I would have something to do while my barrels were getting done.
I showed up on Friday afternoon and Jonathon was coming down with the flue so I spent all of the weekend and part of the next week polishing barrels and taking lessons from Leonard every chance I could get.
A couple years later I had several barrels sitting in a gunsmiths shop out in Pennsylvania and I had a neighbor that had some barrels needing done too, I asked him if I would buy a lathe could I do some work for him too, he said I could.
I thought it over a while and I called Sid Goodling up to ask him how he would feel about sending my barrels back to me so I could put that money I was about to owe him towards a new lathe. Sid offered some words of encouragement and sent the barrels back to me so I could order my new lathe.
Its not everyday you meet a man that will give up $800.00 worth of work and be nice about it, but, these are the people that I've found here in Benchrest.
I dont mean to try & make this sound like an autobiograghy like a rimfire gunsmith, but, I've spent the last few years trying to get over some bad times & having a lathe in my garage & some friends at the range anywhere in the country has helped keep me going.
Who would have thought I'd have a picture of one of my barrels on Benchrest Central getting compliments like the ones I got today.
Thanks...Jay Cutright
Last edited: