Well, it's snowy and freezing cold, so it's a good time to make bullets. I hate making cores with a passion, but unless you buy 'em from Charlie Hood it's something that needs to be done before anything else happens.
I'll start from the beginning and add pics as my process goes along. Hopefully we can exchange info and learn something from each others process.")
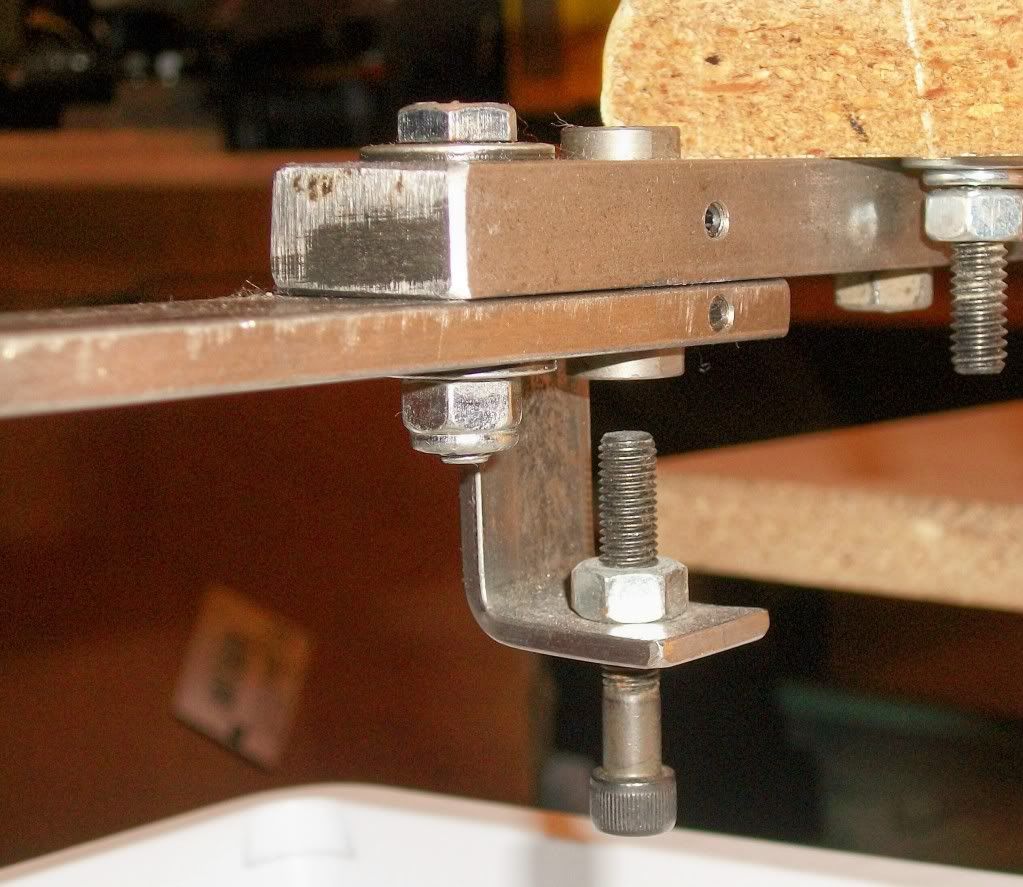
For cutting the wire, I use a table that hinges along the side of one of the work benches. It has a 1" NPT pipe flange screwed to it for a 'spindle'.

I flip it up, screw in a couple of legs and mount a 'spindle' on the pipe flange. The 'spindle' is a 1" NPT nipple.

Closer look at the lash up. It's pretty sophisticated, so don't drool all over your keyboards.

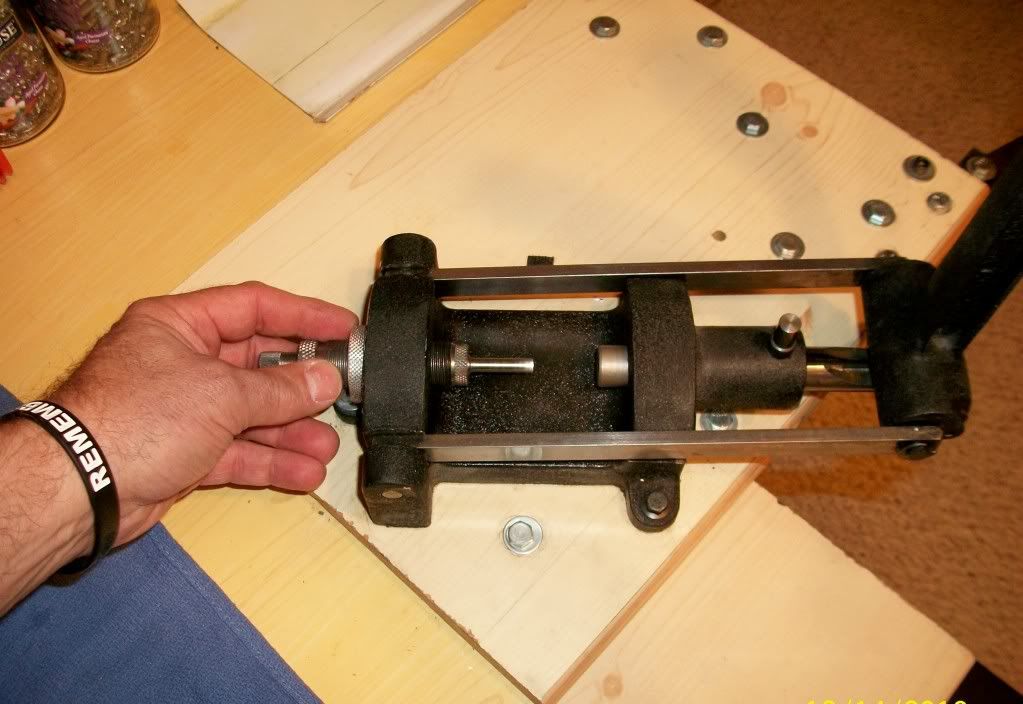
The spool of core wire drops over the spindle. Now I can pull the wire to the right and cut it to length.

Pulling the wire off the spool.

For the cores I'm making, I cut the wire into 15" lengths. This gives me 27-28 'cut' cores per stick. Basically, I figure 1,000 cores per 40 sticks and a few (115-120) 'free' cores left over. The 'free' cores fools my brain into thinking that makin' cores isn't completely horrible.

After I get 40 sticks cut, they're bundled together and marked. Next step will be cutting them to length.

I'll start from the beginning and add pics as my process goes along. Hopefully we can exchange info and learn something from each others process.
For cutting the wire, I use a table that hinges along the side of one of the work benches. It has a 1" NPT pipe flange screwed to it for a 'spindle'.
I flip it up, screw in a couple of legs and mount a 'spindle' on the pipe flange. The 'spindle' is a 1" NPT nipple.
Closer look at the lash up. It's pretty sophisticated, so don't drool all over your keyboards.
The spool of core wire drops over the spindle. Now I can pull the wire to the right and cut it to length.
Pulling the wire off the spool.
For the cores I'm making, I cut the wire into 15" lengths. This gives me 27-28 'cut' cores per stick. Basically, I figure 1,000 cores per 40 sticks and a few (115-120) 'free' cores left over. The 'free' cores fools my brain into thinking that makin' cores isn't completely horrible.
After I get 40 sticks cut, they're bundled together and marked. Next step will be cutting them to length.